

Metody produkcji oszczędnej
Metoda 5S
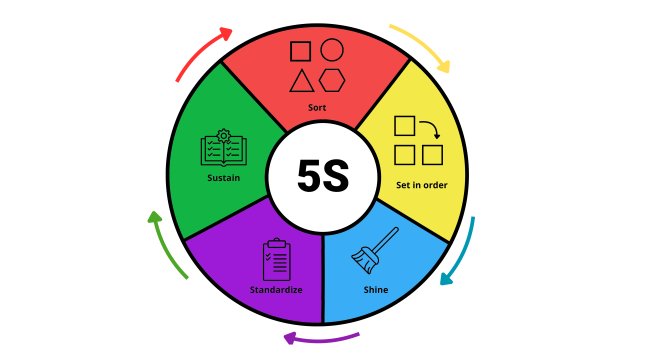
Metoda 5S jest efektem zaangażowania w usuwanie zbędnych przedmiotów ze stanowisk pracy, dbania o porządek, czystość oraz wpajania metodycznej dyscypliny w procesach z wykorzystaniem japońskiej filozofii:
Seiri: Uporządkuj, wyeliminuj niepotrzebne
Seiton: Organizuj, miejsce na wszystko i wszystko na swoim miejscu
Seiso: Czyścić, utrzymywać w czystości, usuwać ze źródeł zanieczyszczeń
Seiketsu: Standaryzacja. Płaskie zastosowanie czystości i porządku
Shitsuke: Konserwacja. Stałe wsparcie we wspólnym przestrzeganiu ustalonych zasad

Sześć Sigmy
Six Sigma to metodologia umożliwiająca wykrywanie błędów przed ich wystąpieniem w celu zwiększenia zadowolenia klientów. Jest to metodologia statystyczna zapewniająca przedsiębiorstwom możliwość popełniania mniejszej liczby błędów we wszystkich swoich działaniach poprzez eliminację rozbieżności zanim one wystąpią. Six Sigma to wysoce zdyscyplinowane podejście systemowe, które opiera się na pracy z danymi i faktami. Ogólnym celem Six Sigma jest takie opanowanie procesów, aby na milion możliwości nie wystąpiło więcej niż 3,4 błędu.
Wartości Sigma są często wyrażane jako „DPMO”
(Wady na milion możliwości = liczba defektów na milion możliwości).
Kaizen
Kaizen oznacza zmianę na lepsze. Ma zastosowanie we wszystkich działaniach, jest podejściem do ciągłego doskonalenia. To wyrafinowany i doskonale zorganizowany system pracy. Każde ulepszenie, niezależnie od tego, jak małe, wymaga uwagi. W procesie doskonalenia mogą uczestniczyć wszyscy pracownicy. Ulepszenia, które można szybko ocenić i wdrożyć, nie wymagają dużych inwestycji.
Metoda DMAIC
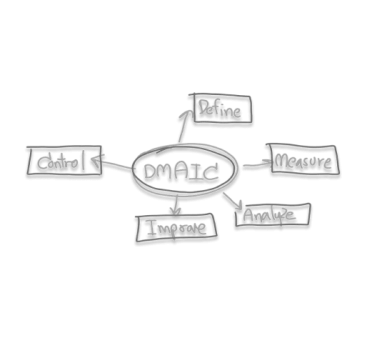
Metoda DMAIC jest integralną częścią metody Six Sigma, ma na celu skuteczne zarządzanie procesem prowadzącym do ciągłego doskonalenia. Jest to zaawansowany cykl PDCA. Metodę definiuje pięć faz skutecznego wdrażania zmian prowadzących do poprawy:
Zdefiniuj: Pierwsza faza obejmująca zdefiniowanie celów, zebranie informacji i opisanie stanu, który ma zostać osiągnięty. Zdefiniowano zespół pracowników. Sposób, w jaki cel ma zostać osiągnięty, nie jest częścią definicji, ale sam cel jest zdefiniowany.
Środek: Kluczowym czynnikiem jest dokumentowanie krok po kroku kroków prowadzących do wyznaczonego celu. Stopniową realizację celu można dokumentować według zadanych mierników i wskaźników. Faza pomiarowa ma na celu zebranie i ocenę danych na temat aktualnej sytuacji (wystąpienie usterek, rejestracja wejść i wyjść).
Analiza: Należy przeanalizować informacje znalezione w poprzednim kroku i ocenić potencjał poprawy. Celem jest poznanie czynników krytycznych, które mają główny wpływ na występowanie defektów.
Ulepszanie: Eliminowanie prawdziwej przyczyny usterek, ustanawianie nowych procesów i optymalizacja istniejących procesów w celu optymalizacji kosztów wejściowych i zwiększenia zadowolenia klienta.
Kontrola: Jeśli przyczyna problemu zostanie prawidłowo oceniona, procesy zostaną pomyślnie ustawione i osiągnięta zostanie poprawa, wynikające z tego zmiany muszą zostać wdrożone i ujednolicone. Częścią fazy końcowej jest monitorowanie wyników osiągniętych w określonym okresie i zapewnienie trwałego utrzymania nowego stanu.
PDCA – cykl Deminga
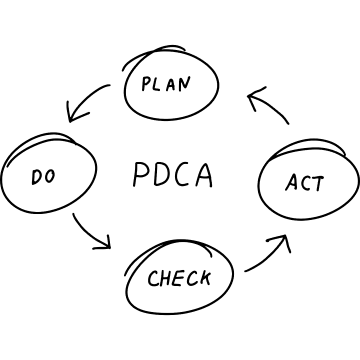
PDCA – cykl Deminga – Planuj – Wykonaj – Sprawdź – Działaj to systemowe podejście do zarządzania.
Jest to metoda stopniowego doskonalenia w postaci powtarzalnej realizacji czterech podstawowych działań:
- plan (plan) - planowanie zamierzonej poprawy (zamiaru)
- zrobić (zrobić) - realizacja planu
- sprawdź - (sprawdź)
- akt - (jeden)
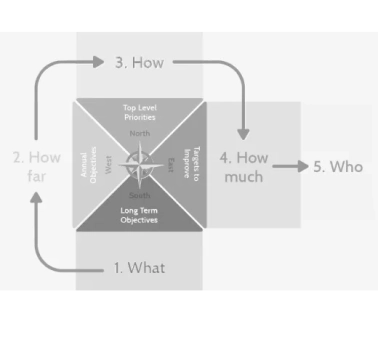
Hoshin Kanri
Hoshin Kanri to zarządzanie biznesem zgodnie z wizjami i celami przy zaangażowaniu wszystkich zespołów w zarządzanie procesami. Najwyższe kierownictwo tworzy plan strategiczny, który jest rozpatrywany fragmentarycznie, a nie jako całość. Przekazuje to kierownictwu średniego szczebla, więc jest to efekt kaskadowy lub dyfuzja pionowa. Ważnym czynnikiem jest włączenie i udział wszystkich elementów zespołów. Postęp należy stale oceniać, a wszelkie zmiany muszą być na lepsze.
Hoshin Kanri daje nam odpowiedź na kluczowe pytania, takie jak:
- Gdzie chcemy być w przyszłości?
- Jak chcemy to osiągnąć?
- Kiedy chcemy osiągnąć cele?
- Kto będzie uczestniczył w osiąganiu celów?
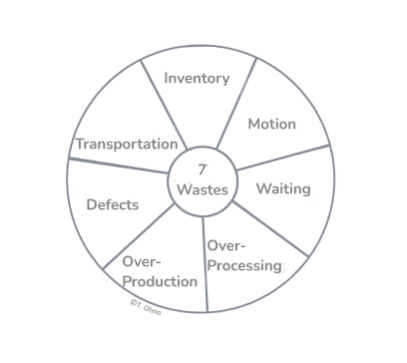
Metoda MUDA
MUDA w koncepcji Lean oznacza marnotrawstwo. W sektorze produkcyjnym wyróżniamy 7 rodzajów odpadów:
- Transport (Relokacja) – niepotrzebne przemieszczanie materiałów i produktów
- Magazynowanie - ograniczenie nadwyżek magazynowych
- Ruch – nieefektywny przepływ pracowników
- Oczekiwanie – Przestoje i czekanie są stratą czasu
- Nadprodukcja - produkcja przekraczająca wymagania klienta
- Nadmierne przetwarzanie - jakość i przetwarzanie, które nie jest już wymagane przez klienta, to marnotrawstwo
- Wady - wytwarzanie produktów wadliwych
MUDA w działalności administracyjnej:
- Potencjał ludzki - niewykorzystany potencjał pracowników i ich kreatywność
- Nieodpowiednie lub niedziałające systemy informacyjne
- Niejasna strategia – niepotrzebne wdrażanie działań niezgodnych ze strategią firmy
- Niewykorzystanie szansy rynkowej jest marnotrawstwem
- Niepotrzebna administracja i nieefektywny system to marnotrawstwo
- Obciążenie klienta
TPM — całkowicie produktywna konserwacja
TPM = Total Productive Maintenance. Celem modułu TPM jest maksymalizacja ogólnej wydajności systemów. Razem - całkowicie wydajna konserwacja. Jest to zespół działań prowadzących do funkcjonowania parku maszynowego w optymalnych warunkach i utrzymania tych warunków. Celem TPM jest zapobieganie nieplanowanym przestojom technologii produkcji - maszyn, dzięki systemowi całkowitego utrzymania prewencyjnego, w którym role są jasno określone.
TPM składa się z oddzielnych programów:
- niezależna konserwacja SÚ TPM
- planowa konserwacja TPM PU
- płynna akceptacja HP TPM
- szkolenie
- zwiększenie wykorzystania maszyn
- doskonalenie techniczne maszyn
MED
SMED = jednominutowa wymiana matrycy. Sposób na skrócenie czasu przepisywania urządzeń produkcyjnych.
Program Szybkich Zmian (SMED) ma na celu:
- Aby odzyskać tę część wydajności maszyny, którą tracimy przez jej długą przebudowę.
- Zapewnienie szybkiego przejścia z jednego rodzaju produktu na drugi, umożliwiając w ten sposób produkcję w małych partiach. Produkcja małych partii zapewnia większą elastyczność i mniejszą złożoność produkcji.
Procedura zmiany opiera się na wnikliwej analizie dopasowania, która przeprowadzana jest poprzez obserwację bezpośrednio na stanowisku pracy. Radykalne skrócenie czasów regulacji osiąga się stopniowo poprzez zmianę organizacji, standaryzację procedury regulacji, szkolenie zespołu, specjalne pomoce i modyfikacje techniczne maszyny. Metoda SMED jest często również częścią programu TPM.

Zarządzanie wizualne
Zarządzanie wizualne to forma komunikacji, której celem jest stworzenie sprawnie funkcjonującego miejsca pracy za pomocą wizualnych elementów kontroli. Służą one do identyfikacji problemów, ograniczenia odpadów, zmniejszenia kosztów produkcji, skrócenia czasu dostaw, zmniejszenia zapasów, stworzenia bezpiecznego środowiska pracy i zwiększenia zysków.
Miejsce pracy, które funkcjonuje sprawnie dzięki wizualnym elementom kontroli, jest przejrzyście zaaranżowane, metodycznie zarządzane i przejrzyście zorganizowane.
Wdrożenie tej metody niesie ze sobą wiele korzyści i oszczędności:
- poprawa produktywności
- uwidocznienie problemów (np. dzięki ramkom informacyjnym)
- przejrzystość i organizacja miejsca pracy (np. zastosowanie paneli perfpanel na stoły warsztatowe i akcesoria z tym związane)
- zwiększone bezpieczeństwo (za pomocą oznaczeń podłogowych)
- oszczędność czasu
- ułatwianie komunikacji pomiędzy pracownikami a kadrą kierowniczą
- zwiększenie dyscypliny pracy
- miejsce na opinie pracowników
- motywacja pracowników
- poprawa kultury korporacyjnej
Kanban
System Kanban służy jako narzędzie dostrajania produkcji i łączenia poszczególnych procesów. Istota koncepcji metody Kanban polega na dostarczaniu tylko tych komponentów od dostawcy, magazynu czy produkcji, które są potrzebne, w określonej ilości i w określonym czasie, tak aby nie powstały nadwyżki magazynowe.
Co powinniśmy osiągnąć w poszczególnych parametrach:
- redukcja zapasów w produkcji
- skrócenie czasu regulacji
- skrócenie czasu ciągłej produkcji
- zmniejszenie zapotrzebowania na powierzchnie
- redukcja kosztów personelu
- redukcja kosztów jakości